 OK
OKBy Ivan Ilić, Global Manager Technical Product Applications, EW Nutrition
Modern large-scale feed mills operate extremely efficiently and have few variable costs that could be reduced to lower the total cost of the final feed (Stark, 2012). In light of worrying energy price hikes, feed producers, however, should reduce their electricity use per unit produced, to maintain profitability. Find out how optimizing the feed mill’s moisture management increases feed quality while decreasing the energy required to produce it.
Due to climatic challenges, variability in raw material quality, and technical constraints, it can be challenging for feed producers to stabilize the water content in compound feed across time, raw material batches or even different machinery.
Combined with high temperatures, high moisture in feed can favor the growth of molds. They spoil feed, depleting energy and nutrients and generating reactive oxygen species (ROS) that reduce feed palatability. Even worse, some molds release toxins harm animals’ health and performance. On the other hand, low moisture levels in feed has a negative impact on pellet durability, increasing fines, process loss, and energy consumption while decreasing pellet press yield (Moritz et al., 2002).

What does feed moisture management have to do with a feed mill’s electricity consumption?
Moisture from raw materias can be lost during storage and processing. Silo aeration and enviroment conditions can contribute to moisture loss when the grains are stored at higher than optimal moisture levels (Angelovič, 2018). During feed processing, the intense friction of grinding results in heat and moisture from the grains is lost as vapor. As an optimal level of moisture is critical to ensure production output and feed quality, it must be added back to the system and adequately managed to keep or increase final feed quality.
For pelleted feeds, managing moisture is a two-step process:
- Adding moisture in the mixer. This ensures that the mash feed is enters the conditioning process at the right moisture level, facilitating the penetration of steam and increasing the efficiency of the process.
- Managing steam during conditioning. Steam added to the conditioner must be dry (meaning saturated with water droplets in suspension), and when this dry steam contacts the feed, it condenses and adds moisture.
However, simply adding water into the mixer does not give optimal results: Pure water does not completely bind to the feed; it mostly “sits on top” of the feed surface, increasing its water activity, and thus increasing the danger of microbial growth. Plus, a high proportion of pure water evaporates again when the feed is cooled.
Surfactants improve moisture retention
Surfactants change the way water behaves: by reducing the surface tension of water, they enable the feed particles to absorb the water and ensure that it is evenly distributed throughout the feed.
Improved moisture retention can:
- facilitate the starch gelatinization during conditioning (important making the pellet more durable and the feed more digestible),
- minimize feed shrinkage,
- reduce friction and hence the energy required for the pellet die (improving milling efficiency), and
- curb microbial growth by reducing water activity.
SURF•ACE: Improve throughput and reduce energy requirements
While surfactants contribute to mold control, feed producers also require the help of organic acids such as propionic acid (cf. Smith et al., 1983). The objectives are to optimize the moisture content in feed and to reduce its mold contamination. EW Nutrition’s SURF•ACETM feed mill processing aid combines organic acids and surfactants to achieve the objective of adding moisture without risking either the significant loss of moisture during cooling or the development of mold.
The effect of adding SURF•ACE to diets with different levels of fat was evaluated at more than 40 feed mills, with production capacities ranging from 5 to 20 tons per hour. SURF•ACE is added to water sprayed during mixing. This hydrating solution lubricates the mash feed, improves steam penetration and starch gelatinization, and reduces friction in the pellet dies. The results show that, relative to pure water, the addition of SURF•ACE increases press throughout (t/h) by between 5 and 25 %.
Trial results: SURF•ACE increases press yields while lowering energy consumption
- For a trial at a Turkish beef and poultry feed mill, the same feed was run through the pelletizer in two batches, one with a 1 % water and one with 1% water mixed with 200 g of SURF•ACE per ton of feed. Adding SURF•ACE resulted in higher pellet output (6% for beef; 9% for poutry) and reduced energy consumption (13% for both beef and poultry):

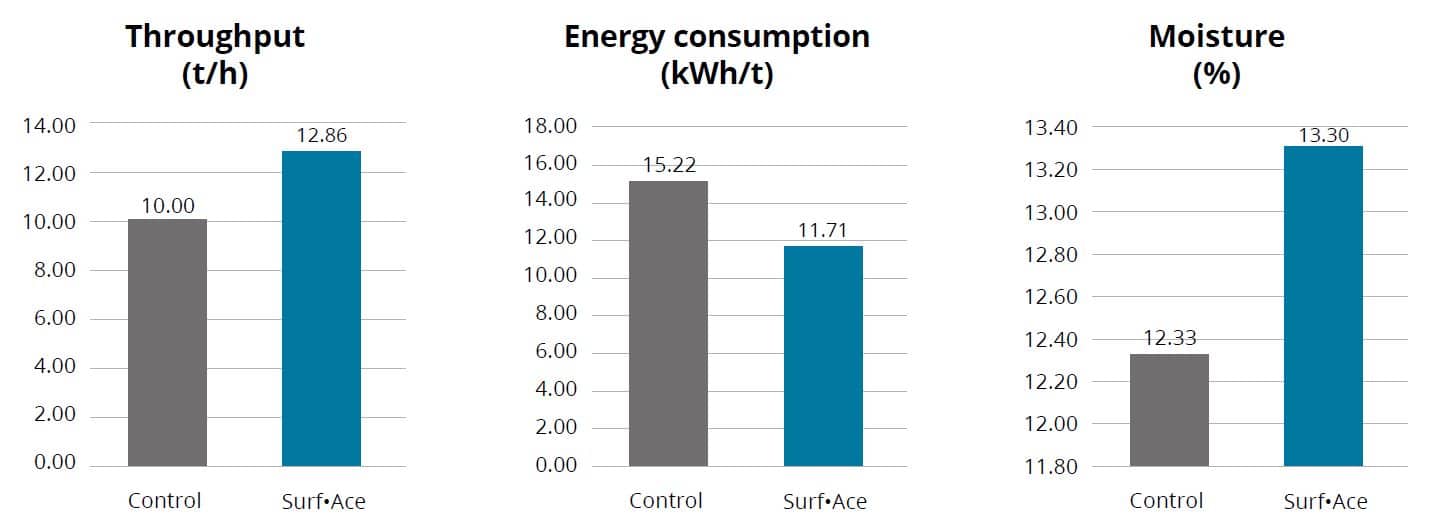
- In Poland, another trial conducted at a commercial feed mill found that when SURF•ACE was added to 1% mixer-moisture, this lead to a 28.6 % higher feed throughput in the pellet press, 23 % lower energy consumption per unit produced during the pelleting process, and a nearly 1 %-point higher moisture content in finished feed. This resulted in higher profitability: based on the costs in Poland at the time of the trial, an ROI of 2.4:1 was achieved.
- A recent trial at an Indian feed mill evaluated the difference between adding 1% moisture to produce crumble feed (control group) and upgrading the water with 200 g of SURF•ACE per ton. The addition of SURF•ACE reduced power consumption by 6% and improved throughput by 18%.
Feed mills must deal with rising energy costs head-on
Operating in a tight margin environment, feed mills always need to prioritize efficiency. The advantages of using SURF•ACE feed mill processing aid are clear: reduced energy consumption, better pellet quality, fewer fines, better PDI, moisture optimization, lower maintenance costs, and higher productivity (throughput). During times of increasingly high ingredient and energy costs, it is even more important to utilize savings opportunities at every production stage. Thanks to its dual surfactant and preservative effects, SURF•ACE enables feed mills to improve feed quality and increase throughput while lowering electricity use.
References
Angelovič, Marek, Koloman Krištof, Ján Jobbágy, Pavol Findura, and Milan Križan. “The effect of conditions and storage time on course of moisture and temperature of maize grains.” BIO Web Conferences 10 (2018): 02001. https://doi.org/10.1051/bioconf/20181002001
Moritz, J. S., K. J. Wilson, K. R. Cramer, R. S. Beyer, L. J. McKinney, W. B. Cavalcanti, and X. Mo. “Effect of Formulation Density, Moisture, and Surfactant on Feed Manufacturing, Pellet Quality, and Broiler Performance.” Journal of Applied Poultry Research 11, no. 2 (2002): 155–63. https://doi.org/10.1093/japr/11.2.155.
Smith, Philip A., Talmadge S. Nelson, Linda K. Kirby, Zelpha B. Johnson, and Joseph N. Beasley. “Influence of Temperature, Moisture, and Propionic Acid on Mold Growth and Toxin Production on Corn.” Poultry Science 62, no. 3 (1983): 419–23. https://doi.org/10.3382/ps.0620419.
Stark, Charles. “Feed manufacturing to lower feed cost”. Presentation at Allen D. Leman Swine Conference, Volume 39, 2012. https://conservancy.umn.edu/bitstream/handle/11299/139624/Stark.pdf?sequence=1
















 Brasil
Brasil Colombia (ES)
Colombia (ES) México (ES)
México (ES) United States
United States Belgium (EN)
Belgium (EN) Croatia (EN)
Croatia (EN) Deutschland
Deutschland España
España Nederland (EN)
Nederland (EN) Österreich (DE)
Österreich (DE) Polska
Polska Россия
Россия Schweiz (DE)
Schweiz (DE) Türkiye
Türkiye Україна (RU)
Україна (RU) عربى
عربى Australia
Australia 中国大陆
中国大陆 India (EN)
India (EN) 日本
日本 Philippines (EN)
Philippines (EN) ไทย (EN)
ไทย (EN) Việt Nam (EN)
Việt Nam (EN){kind=link}
{kind=link}